 咨询热线:4000-888-603
咨询热线:4000-888-603发表时间:2022-09-28 责任编辑:极光创新
虽说市场上常见的3D打印机的操作都大同小异,基本上都是分为打印平台调平、模型的牢固黏结、防止翘边、打印材料导入和更换、打印模型精度控制、打印过程故障处理这几个部分,但是听的多不代表大家就会得多。这些词虽然大家都能明白,但是实际操作过程中,对于其具体的操作细节,却并没有多少人知道应该如何处理。今天小编就这些操作细节好好与大家讲解讲解。
一、打印平台的调平
常见的框架桌面级 FDM 3D 打印机,无论是个人组装机器还是批量生产的定型机器,基本上都是通过打印平台(热床)的调平都是由四个角来调节的,有些机型可能还需要额外加入自调平装置和模块。
打印平台和打印喷嘴的距离越大,出丝越顺利,但易造成不易黏结到平台;打印平台和打印喷嘴的距离越小,出料变得困难,模型黏结更加紧密。四个角完美调平的打印平台,可以保证打印模型的第一层和平台黏结牢固,且不易翘边。
调节四个角落的螺钉,可以看到打印平台上升或者下降。先粗略调节再细致调节,用一张名片或者 A4 纸来测试四个角落的打印平台和打印喷头之间的距离,稍微有些阻碍又能够抽出为适合。可以尝试打印一个薄片,看打印的第一层是否均匀,四个边的厚度是否一致。
二、模型牢固黏结和防止翘边
1.模型牢固黏结
打印模型黏结牢固与否取决于打印喷嘴和打印平台的距离、打印平台的清洁程度等因素,可以采取涂抹木工胶水等方法来增大黏结效果。下面列举了一些3D打印爱好者常用的方法:
(1)聚酰亚胺胶带(金手指胶带)
3D 打印机经常在热床表面贴上一层聚酰亚胺胶带,此种胶带可以耐高温,可以打印 ABS 和 PLA。使用这种胶带时,打印件底面非常光滑,且打印件容易取下。取下打印件时,不会破坏打印件和胶带,可以连续使用。
(2)美纹纸胶带
3D 打印机热床表面使用美纹纸也很常见,这种胶带可以耐高温,打印件可以很好地黏结,价格低廉,更换简单。但使用美纹纸胶带时,打印底面稍有粗糙。注意黏结时两块美纹纸胶带之间不要重叠太多,否则易造成刮擦喷头的现象。
(3)使用发胶或手喷胶、手工白乳胶等胶水类
玻璃、铝板、薄铜板材质的打印平台可以使用发胶来提高打印件的黏着力,甚至打印 PLA 时并不需要加热。但需要注意的是,选择发胶时一定要选择黏度大的。
也有人用 Super77等手喷胶,在使用手喷胶时,注意用报纸和纸张把丝杠盖住,防止喷到丝杠光轴上,模型取下时可以用除胶剂,五金装饰市场可以找到。
2.防止翘边
1)四个角落的调平对防止起翘尤为重要。
2)尽量避免采用ABS,采用PLA效果较好。
3)在切片软件设置里面选择合适的平台附着类型,加大模型与加热平台的接触面积,防止打印件翘边。
4)用各种黏结材料增加黏结效果。
三、3D打印材料导入和更换
打印材料的导入也称为“送料”或者“送丝”,打印材料有不同直径,以1.75mm和 3mm 居多。材料导入或更换需要注意以下事项:
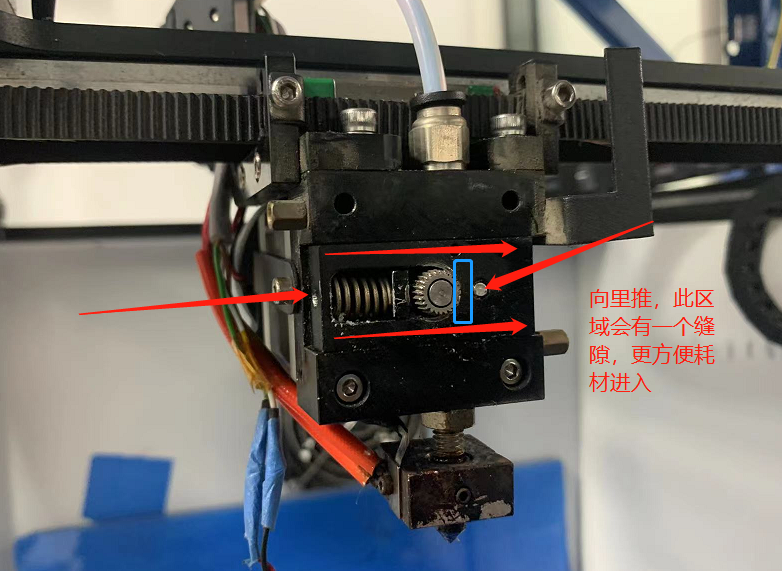
(1)确定材料
需要确定所用材料直径是否和机器对应,送丝前需要将丝的顶端削尖,这样方便送丝。
(2)3D 打印机预热
以 PLA 材料为例,打印头预热到 190℃,打印平台预热到 45℃到 60℃,打印头达到打印材料的温度后才可以送料,否则会造成堵头和送丝齿轮的损坏。
液晶屏显示达到预定温度后,单击“Load”(进料或导入),打印材料随着齿轮的运行进入打印头,打印材料会像爆米花一样挤出,适当挤出一定长度后可以停止,一方面挤出原有的材料避免混色;另一方面测试出丝的顺利程度,如果挤出不是很顺利,需要增加打印头的温度。
(3)材料的更换
与送丝的过程相同,也需要提前预热打印头。不同之处在于,很多机器有 Unload(退料或卸载)功能,也可以手动将材料拔出。手动更换材料时,注意要向前送一下,然后快速抽出,否则材料在经过打印头之后,因温度下降,会堵塞在材料导管里。有愿意尝试打印混色模型的读者,可以在打印过程中间暂停打印,换上另一种颜色,体验单喷头打印不同颜色的模型。
(4)料架和料盘的调整
可以自己打印制作料架,使料盘运动更加流畅,没有阻力,防止卡丝。
长时间没有使用的线材容易发生缠绕,在打印过程中很容易发生停止、卡丝的现象,结果辛苦打印了几个小时的打印件只打了一半。解决方法是将缠绕的线材打开,按一个方向重新整齐的卷回料盘。

四、组装匹配图形公差
如果打印的物体是需要进行组装的模型,例如螺丝和螺母、齿轮的匹配这些模型,由于打印过程塑料的热胀冷缩以及底层打印产生膨大的边缘,所以需要把公差放大一点,一般公差设置为0.4mm(和喷头相近似)。







 收藏
收藏 设为首页
设为首页
